Máy hàn cơ (thường dùng cho các đường ống có đường kính nhỏ từ D63 đến D160 hoặc D200) có thiết kế tối giản, linh hoạt, phù hợp với các địa hình thi công hẹp.
- Khung máy chủ: Là bộ phận xương sống, bao gồm 2 hoặc 4 kẹp nhôm cố định để giữ ống thẳng hàng. Việc giữ ống đồng tâm là yếu tố then chốt để mối hàn không bị lệch.
- Đĩa nhiệt (Gương nhiệt): Được phủ một lớp chống dính Teflon cao cấp. Bộ phận này có nhiệm vụ gia nhiệt làm nóng chảy hai đầu ống. Đĩa nhiệt thường đi kèm bộ điều khiển nhiệt độ để duy trì mức nhiệt ổn định (thường là 210°C - 230°C).
- Máy bào (Dao bào): Gồm các lưỡi dao sắc bén đặt trên đĩa quay, dùng để vát phẳng và làm sạch bề mặt đầu ống trước khi hàn, loại bỏ lớp oxy hóa bề mặt.
- Hệ thống tạo áp suất bằng tay: Thay vì dùng piston, máy cơ sử dụng vô lăng lái hoặc tay đòn để người thợ tự điều chỉnh lực ép bằng sức người.

Đối với các đường ống lớn (từ D160 trở lên đến D1200 hoặc hơn), máy thủy lực là lựa chọn bắt buộc. Cấu tạo máy hàn ống HDPE hệ thủy lực phức tạp và mạnh mẽ hơn nhiều:
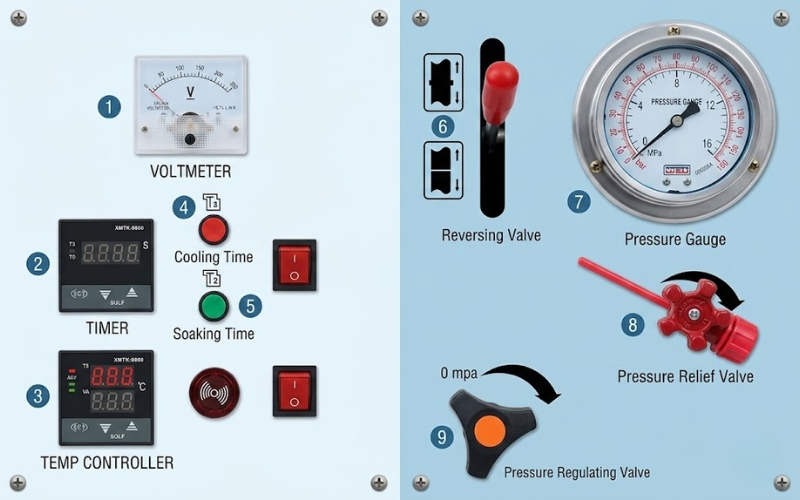
- Trạm thủy lực (Hydraulic Unit): Đây là "trái tim" của máy, bao gồm bơm dầu, van điều chỉnh áp suất, đồng hồ đo áp và các cần gạt điều khiển. Nó cho phép người vận hành thiết lập chính xác áp suất hàn theo bảng quy đổi.
- Khung máy kẹp ống: Hệ thống khung thép chịu lực cực lớn với các piston thủy lực đẩy – kéo kẹp ống.
- Máy bào điện: Có công suất lớn hơn máy cơ, thường có khóa an toàn để chỉ hoạt động khi được đặt đúng vị trí trên khung máy.
- Đĩa nhiệt tự động: Tương tự máy cơ nhưng có kích thước lớn hơn và khả năng duy trì nhiệt độ cực kỳ chính xác.
- Hệ thống dây dẫn thủy lực: Kết nối trạm điều khiển với các piston trên khung máy thông qua các đầu nối nhanh chống rò rỉ dầu.

Máy hàn ống nhựa HDPE hoạt động dựa trên nguyên lý nhiệt dung đối đầu. Hiểu đơn giản, đó là quá trình dùng nhiệt độ cao để làm nóng chảy bề mặt hai đầu ống nhựa, sau đó dùng một lực ép định hình vừa đủ để các phân tử nhựa liên kết chéo lại với nhau khi nguội đi, tạo thành một khối thống nhất.
Quy trình này không chỉ là làm nóng rồi dán lại. Nó là một bài toán vật lý về sự kết hợp giữa: Nhiệt độ - Áp suất - Thời gian. Nếu một trong ba yếu tố này lệch khỏi tiêu chuẩn, mối hàn sẽ gặp các lỗi như: mối hàn giòn (do quá nhiệt), mối hàn không kết dính hoàn toàn (do thiếu nhiệt hoặc áp suất thấp), hoặc tạo ra "bờ" hàn quá lớn gây cản trở dòng chảy.
- Kết nối cơ khí và thủy lực: Sử dụng hệ thống khớp nối nhanh để liên kết các đường ống dẫn dầu thủy lực một cách chắc chắn vào khung kẹp ống.
- Kết nối hệ thống điện: Cắm giắc nguồn chuyên dụng (loại 7 chấu) để cấp điện từ hộp điều khiển trung tâm đến đĩa gia nhiệt, máy nạo bào mặt ống và cụm bơm thủy lực.
Để đảm bảo an toàn lao động và chất lượng công trình, kỹ thuật viên cần tuân thủ các nguyên tắc sau:
- Người vận hành bắt buộc phải trải qua khóa đào tạo chuyên môn và đọc kỹ cẩm nang hướng dẫn an toàn của thiết bị.
- Máy được thiết kế chuyên dụng cho vật liệu nhựa HDPE; tuyệt đối không dùng để liên kết các dòng ống nhựa khác.
- Chỉ triển khai thi công ở những nơi khô ráo. Không vận hành thiết bị dưới trời mưa hoặc trong khu vực có độ ẩm cao, đọng nước.
- Đảm bảo nguồn cấp ổn định (220V hoặc 380V, tần số 50Hz tùy theo thông số định mức của từng model máy cụ thể). Trường hợp chạy bằng máy phát điện, công suất của máy phát phải đáp ứng đủ tải cho toàn hệ thống hàn.
- Sử dụng dầu thủy lực mã hiệu 46. Thường xuyên kiểm tra để lượng dầu luôn duy trì tối thiểu từ 2/3 dung tích bình chứa trở lên.
- Mặt lưỡi dao bào phải luôn được vệ sinh sạch sẽ, không bám bẩn.
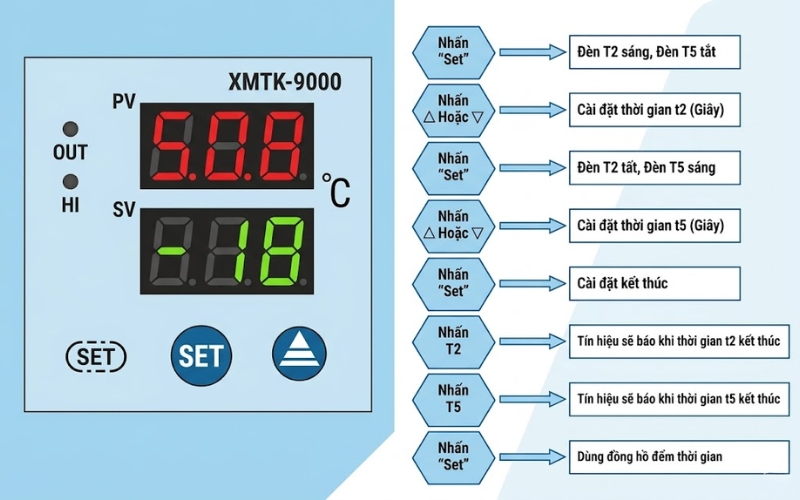
- Cài đặt nhiệt độ:
+ Nhấn và giữ phím Set trong khoảng 3 giây cho đến khi màn hình hiển thị mã cài đặt "SC".
+ Dùng các phím mũi tên Lên/Xuống để điều chỉnh mức nhiệt độ mong muốn phù hợp với quy cách ống. Để cài đặt chính xác nhiệt độ phù hợp với từng loại ống, bạn nên tham khảo thêm bài viết “Bảng thông số hàn ống HDPE quan trọng và lưu ý khi áp dụng” nhằm đảm bảo mối hàn đạt độ bền và độ kín tối ưu.
+ Nhấn phím Set một lần nữa để lưu thông số và hoàn thành.
+ Lưu ý: Một số dòng máy thế hệ mới cho phép tăng/giảm nhiệt độ trực tiếp bằng phím mũi tên mà không cần thao tác qua phím "Set".
- Cài đặt thời gian: Cài đặt các mốc thời gian chuyển đoạn theo tiêu chuẩn kỹ thuật của loại ống đang thi công.
Quá trình hàn nóng chảy bao gồm 5 mốc thời gian cốt lõi T1 đến T5:
Khuyến cáo: Mỗi hãng ống HDPE sẽ có thông số nhiệt độ và thời gian nóng chảy khác nhau. Người dùng nên tham khảo bảng thông số kỹ thuật từ nhà sản xuất ống để cài đặt chính xác.
- Đưa ống vào khung kẹp và căn chỉnh để hai đầu ống đồng tâm, tiếp xúc khít với nhau.
- Dùng khăn sạch lau bề mặt ống trước khi hàn.
- Cài đặt nhiệt độ và thời gian tương ứng với loại ống sử dụng theo bảng thông số hàn.
- Mở van điều chỉnh áp suất về mức thấp nhất, khóa van tay gạt rồi đẩy và giữ cần van điều hướng về phía trước.
- Tiếp tục điều chỉnh van áp suất cho đến khi xilanh bắt đầu chuyển động, đây chính là áp suất kéo của hệ thống (Po).
- Sau đó chuyển van điều hướng sang vị trí đóng và điều chỉnh áp suất hệ thống đạt mức P1 + Po bằng van điều chỉnh áp suất. Thông số này chỉ cần cài đặt một lần cho mỗi kích thước ống.
- Chuyển van điều hướng sang vị trí mở và xả áp về mức thấp nhất bằng cách xoay van tay gạt ngược chiều kim đồng hồ.
- Đưa đĩa bào vào giữa hai đầu ống và khởi động máy bào.
- Điều khiển cần gạt để hai đầu ống tiến vào đĩa bào.
- Sau khi bào hoàn tất, tắt máy và đưa đĩa bào trở lại giá đỡ.
- Cho hai đầu ống tiếp xúc với nhau để kiểm tra độ lệch tâm.
- Điều chỉnh bằng cách siết hoặc nới bulong đai kẹp cho đến khi đạt yêu cầu kỹ thuật.
- Độ lệch tâm tối đa không vượt quá 10% chiều dày thành ống.
- Khi đĩa nhiệt đạt đúng nhiệt độ cài đặt, đưa đĩa nhiệt vào giữa hai đầu ống.
- Điều khiển cần gạt để ép hai đầu ống tiếp xúc với đĩa nhiệt trong thời gian T1.
- Sau khi kết thúc T1, bắt đầu thời gian T2 và đồng thời thực hiện các thao tác:
+ Đưa cần gạt về vị trí giữa.
+ Kích hoạt bộ đếm thời gian T2.
+ Xả áp suất về mức P0 + P2 rồi khóa van lại.
- Khi T2 kết thúc và còi báo vang lên:
+ Nhanh chóng tách hai đầu ống khỏi đĩa nhiệt (giai đoạn T3).
+ Lấy đĩa nhiệt ra khỏi vị trí làm việc.
+ Ép hai đầu ống lại với nhau để thực hiện giai đoạn hàn T4.
- Sau khi kết thúc T4:
+ Đưa cần gạt về vị trí giữa.
+ Kích hoạt thời gian làm nguội T5 để mối hàn ổn định hoàn toàn.
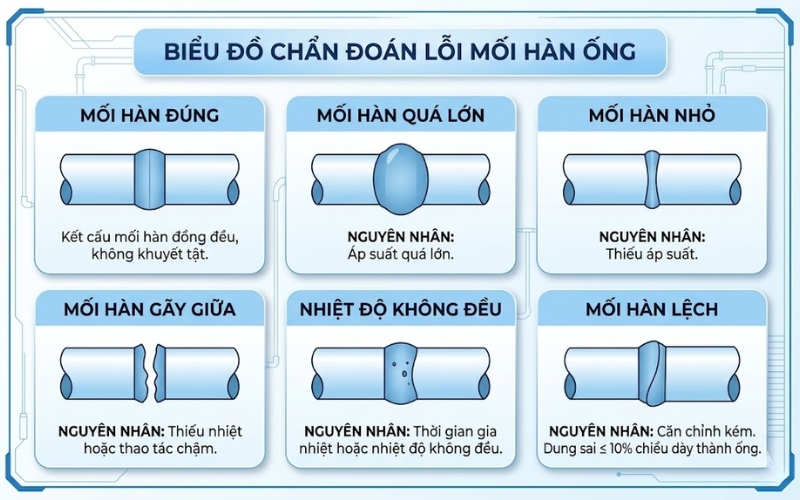
- Kiểm tra mối hàn
Sau khi hoàn tất quá trình hàn, cần kiểm tra chất lượng mối nối bằng cách:
+ Đo chiều rộng gờ hàn và đối chiếu với bảng thông số tiêu chuẩn.
+ Quan sát hình dạng mối hàn để đánh giá độ đồng đều, độ kín và chất lượng liên kết giữa hai đầu ống.
Hiểu rõ cấu tạo và quy trình vận hành máy hàn HDPE không chỉ giúp bạn làm chủ công nghệ mà còn khẳng định sự chuyên nghiệp trong từng mối nối. Một công trình bền vững hàng chục năm bắt đầu từ những chi tiết kỹ thuật nhỏ nhất hôm nay.
Hy vọng bài viết này đã cung cấp cho bạn cái nhìn sâu sắc và thực tế nhất về thiết bị hàn ống HDPE. Nếu bạn đang tìm kiếm các giải pháp thiết bị ngành nước hoặc cần tư vấn sâu hơn về kỹ thuật thi công, đừng quên theo dõi website của chúng tôi hoặc liên hệ hotline để nhận được sự hỗ trợ từ đội ngũ chuyên gia giàu kinh nghiệm.

Có nên mua máy rửa rau củ quả gia đình không? Máy có thực sự cần thiết hay chỉ là một thiết bị gia dụng tiện ích nhưng không quá quan trọng? Bài viết dưới đây sẽ giúp bạn đánh giá chi tiết để đưa ra quyết định có nên đầu tư hay không nhé!

Bạn muốn nắm vững cách đo độ dày sơn tĩnh điện chuẩn xác? Bài viết hướng dẫn chi tiết quy trình, thiết bị và các tiêu chuẩn độ dày sơn tĩnh điện ASTM giúp tối ưu chất lượng lớp phủ.

Tìm hiểu hệ thống con lăn chổi cước trên máy gọt vỏ thân ngang, cấu tạo, nguyên lý hoạt động, ưu điểm, yếu tố ảnh hưởng đến hiệu quả gọt và cách bảo dưỡng giúp máy luôn vận hành ổn định.

Máy rửa rau củ quả đã trở thành thiết bị gia dụng được nhiều gia đình quan tâm nhờ khả năng hỗ trợ làm sạch thực phẩm nhanh chóng, tiện lợi. Bài viết dưới đây sẽ review các thương hiệu máy rửa rau củ quả phổ biến hiện nay

Hướng dẫn cách đấu nối chống giật cho tủ hấp giò chả công nghiệp đúng kỹ thuật. Tìm hiểu cách lắp aptomat chống rò, nối dây tiếp địa và những lưu ý giúp thiết bị vận hành an toàn, ổn định.

Có nên mua máy đầm bàn chạy xăng cũ không? Đây là thắc mắc chung của rất nhiều nhà thầu và thợ công trình khi đứng trước bài toán tối ưu chi phí đầu tư thiết bị. Bài viết dưới đây Hải Minh sẽ phân tích sâu dưới góc nhìn kỹ thuật