Trong thi công hệ thống kỹ thuật, việc tuân thủ đúng bảng thông số hàn ống HDPE đóng vai trò quyết định đến độ bền và độ kín của mối nối. Dù ống HDPE có nhiều ưu điểm vượt trội, nhưng nếu áp dụng sai thông số, hiệu quả sẽ giảm đáng kể. Bài viết này sẽ giúp bạn nắm rõ những điểm quan trọng và lưu ý khi áp dụng thực tế.

Bảng thông số hàn ống HDPE là hệ thống các chỉ số kỹ thuật tiêu chuẩn do nhà sản xuất ban hành, dùng làm căn cứ trong quá trình thi công hàn ống. Bảng này thường bao gồm những yếu tố quan trọng như nhiệt độ hàn, áp lực ép, thời gian gia nhiệt, cùng thời gian ép và làm nguội mối hàn.
Các thông số được thiết lập dựa trên đường kính ống, độ dày thành ống (chỉ số SDR) và phương pháp hàn sử dụng như hàn đối đầu, hàn điện trở hay hàn lồng. Việc áp dụng đúng bảng thông số hàn giúp mối nối đạt độ bền cơ học cao, độ kín tuyệt đối, hạn chế rò rỉ và đảm bảo tuổi thọ mối hàn tương đương với thân ống HDPE trong suốt quá trình vận hành.
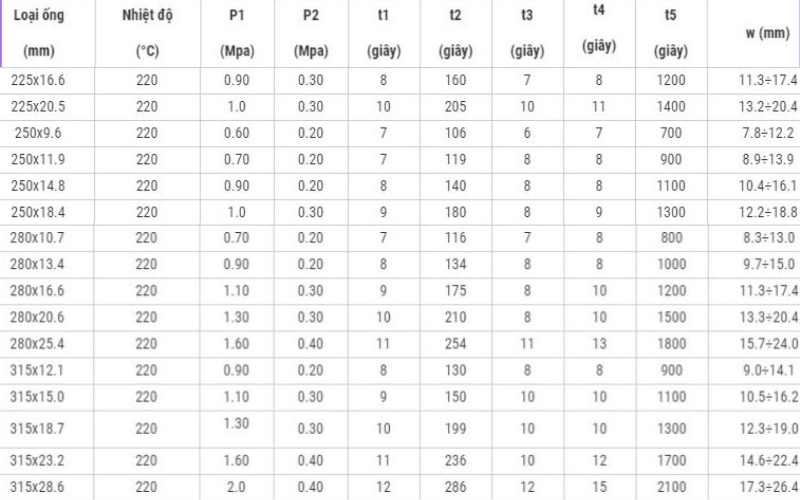
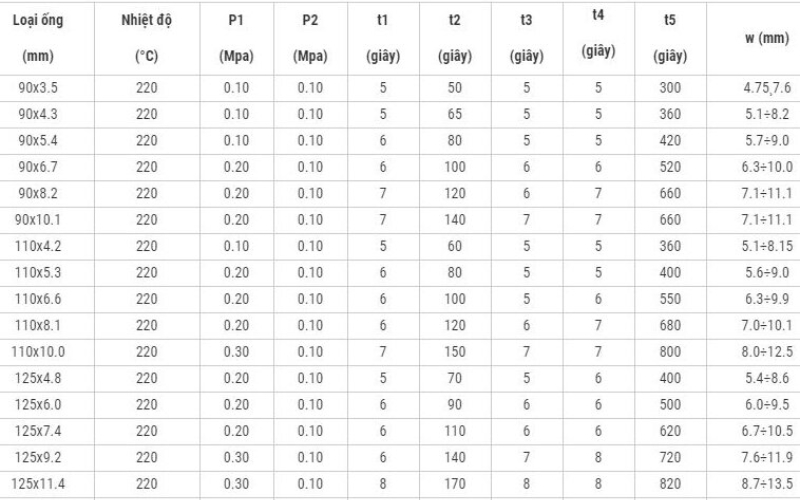
- °C (Nhiệt độ): Mức nhiệt mà đĩa gia nhiệt cần đạt để đảm bảo điều kiện hàn tiêu chuẩn.
Nhiệt độ hàn là yếu tố quan trọng hàng đầu, thường dao động trong khoảng: 200 - 230°C (phổ biến nhất là 210 – 220°C)
- Nếu nhiệt độ quá thấp, vật liệu không nóng chảy hoàn toàn, mối hàn dễ bong tách. Ngược lại, nhiệt độ quá cao sẽ làm cháy vật liệu, biến dạng mép ống, ảnh hưởng nghiêm trọng đến chất lượng mối hàn.
- P1 (MPa): Áp lực hàn được cài đặt thông qua van xả áp trong suốt quá trình thực hiện mối hàn.
- P2 (MPa): Áp suất giảm xuống để phục vụ giai đoạn làm nóng hai đầu ống.
Áp lực hàn quyết định khả năng liên kết giữa hai đầu ống. Áp lực này được tính toán dựa trên đường kính và độ dày ống.
- Áp lực quá thấp: mối hàn không đủ liên kết
- Áp lực quá cao: nhựa bị ép tràn, yếu mối hàn
Trong thực tế, áp lực hàn phải được điều chỉnh chính xác theo bảng thông số, không nên ước lượng bằng cảm tính.

- T1 (s): Khoảng thời gian gia nhiệt khi vẫn duy trì áp lực lên ống.
- T2 (s): Thời gian gia nhiệt bổ sung nhằm đảm bảo bề mặt ống đạt độ nóng đồng đều.
Thời gian gia nhiệt là khoảng thời gian làm nóng hai đầu ống trước khi ép hàn.
- Ống nhỏ, thành mỏng cần điều chỉnh thời gian ngắn.
- Ống lớn, thành dày nên điều chỉnh thời gian dài hơn.
Nếu máy hàn ống hdpe gia nhiệt chưa đủ, nhựa chưa đạt trạng thái dẻo cần thiết. Nếu gia nhiệt quá lâu, vật liệu sẽ bị suy giảm tính chất cơ học.
- T3 (s): Thời gian thao tác đưa đĩa nhiệt ra khỏi vị trí giữa hai đầu ống.
- T4 (s): Thời gian ép hàn có áp suất, tính từ lúc hai đầu ống được gia nhiệt và ép nối vào nhau.
- T5 (s): Khoảng thời gian chờ để mối hàn nguội và ổn định hoàn toàn.
Sau khi ép hai đầu ống lại với nhau, cần giữ áp lực ổn định trong thời gian làm nguội theo tiêu chuẩn.
Đây là giai đoạn giúp mối hàn ổn định cấu trúc và đạt độ bền tối đa, tuyệt đối không được xê dịch mối hàn trong thời gian này, không làm mát cưỡng bức bằng nước hay gió mạnh
Khi sử dụng bảng thông số hàn ống HDPE, cần nắm rõ một số điểm kỹ thuật để đảm bảo mối hàn đạt độ bền và độ kín tiêu chuẩn.
- Giá trị áp suất P1 và P2 trên thực tế cần được điều chỉnh bằng cách cộng thêm lực kéo của toàn bộ hệ thống để đảm bảo độ chính xác khi vận hành.
- Nhiệt độ tiêu chuẩn áp dụng cho phương pháp hàn đối đầu ống nhựa HDPE SuperPlas được duy trì ở mức 190°C.
- Với máy hàn ống nhựa hdpe loại thủy lực, người vận hành có thể thiết lập sẵn nhiệt độ gia nhiệt cùng các mức áp suất như P1 và P2. Riêng các mốc thời gian T1, T2, T3, T4, T5 sẽ được kiểm soát thông qua đồng hồ đếm ngược trong quá trình thực hiện.
- Nguồn điện sử dụng cho máy hàn ống hdpe loại thủy lực cần đảm bảo tối thiểu 220V để thiết bị hoạt động ổn định và hiệu quả.

Một số lưu ý khác:
- Không dùng chung thông số cho mọi loại ống, do mỗi loại ống có bảng thông số riêng khác nhau.
- Chú ý điều kiện môi trường có thể ảnh hưởng đến quá trình hàn. Cụ thể như trời lạnh hay gió mạnh sẽ dễ làm nguội bề mặt hàn vậy nên cần che chắn khu vực hàn khi làm việc ngoài trời.
- Trước khi hàn cần vệ sinh và cạo lớp oxy hóa ở đầu ống đúng kỹ thuật. Nếu bề mặt còn bẩn hoặc trầy xước sâu, mối hàn dễ bị yếu dù thông số cài đặt đúng.
- Đảm bảo máy hàn phải được hiệu chuẩn định kỳ vì nếu máy sai nhiệt độ hoặc áp lực sẽ khiến các thông số trở nên vô nghĩa.
- Kiểm tra mối hàn sau khi hoàn thành đảm bảo mối không cháy xém, không rỗ, không lệch tâm, gờ hàn đều, đối xứng.
- Tuân thủ đủ thời gian gia nhiệt và thời gian làm nguội theo bảng thông số, không rút ngắn để tiết kiệm thời gian vì mối hàn chưa ổn định có thể biến dạng hoặc nứt sau khi đưa vào sử dụng.
>>> Đừng bỏ lỡ: Hướng dẫn dùng máy hàn ống lắp đặt ống HDPE dẫn nước cứu hỏa
Bước 1: Công tác chuẩn bị
– Lựa chọn vị trí phù hợp để tiến hành hàn ống
– Thực hiện che chắn nhằm đảm bảo điều kiện hàn ổn định, tránh ảnh hưởng từ môi trường
– Tiến hành lắp đặt máy hàn đúng kỹ thuật
– Chuẩn bị đầy đủ dụng cụ và các bộ phận cần thiết trước khi thao tác
Bước 2: Xử lý và làm sạch ống
– Cố định hai đầu ống vào kẹp sao cho thẳng hàng và chắc chắn
– Vệ sinh sạch cả mặt trong lẫn mặt ngoài của ống
– Sử dụng dụng cụ chuyên dụng để loại bỏ lớp oxy hóa và làm phẳng bề mặt tiếp xúc, sau đó lau sạch lại lần cuối
Bước 3: Tiến hành hàn ống HDPE
– Đưa đồng thời hai đầu ống vào bộ phận gia nhiệt, đảm bảo tiếp xúc đều trong khoảng thời gian phù hợp để làm nóng chảy vật liệu
– Duy trì lực ép ổn định giúp nhựa nóng chảy phân bố đồng đều quanh bề mặt ống
– Khi vật liệu đã chảy đều, giảm dần áp suất của hệ thống thủy lực
– Giữ nguyên trạng thái cho đến khi mối hàn nguội tự nhiên hoàn toàn
Bước 4: Hoàn thiện sau hàn
– Kiểm tra chất lượng mối hàn để đảm bảo đạt yêu cầu kỹ thuật
– Tháo các thiết bị kẹp và hoàn tất quá trình
Bảng thông số hàn ống HDPE là cơ sở kỹ thuật quan trọng, quyết định trực tiếp đến chất lượng, độ bền và an toàn của toàn bộ hệ thống đường ống. Việc nắm rõ và áp dụng đúng các thông số về nhiệt độ, áp lực, thời gian hàn cùng những lưu ý thực tế sẽ giúp hạn chế rủi ro, giảm chi phí sửa chữa và nâng cao tuổi thọ công trình.
Nếu bạn đang tìm máy hàn ống HDPE, bảng thông số tiêu chuẩn hoặc cần tư vấn lựa chọn thiết bị phù hợp với từng loại ống và quy mô thi công, hãy liên hệ Siêu thị Hải Minh để được hỗ trợ kỹ thuật chính xác và đầy đủ nhất.

Máy gọt vỏ củ quả có thể gọt được những loại củ nào? Tìm hiểu các loại củ, quả phù hợp với từng dòng máy gọt vỏ, ưu điểm của từng công nghệ và cách lựa chọn thiết bị phù hợp.

Có nên mua máy rửa rau củ quả gia đình không? Máy có thực sự cần thiết hay chỉ là một thiết bị gia dụng tiện ích nhưng không quá quan trọng? Bài viết dưới đây sẽ giúp bạn đánh giá chi tiết để đưa ra quyết định có nên đầu tư hay không nhé!

Bạn muốn nắm vững cách đo độ dày sơn tĩnh điện chuẩn xác? Bài viết hướng dẫn chi tiết quy trình, thiết bị và các tiêu chuẩn độ dày sơn tĩnh điện ASTM giúp tối ưu chất lượng lớp phủ.

Tìm hiểu hệ thống con lăn chổi cước trên máy gọt vỏ thân ngang, cấu tạo, nguyên lý hoạt động, ưu điểm, yếu tố ảnh hưởng đến hiệu quả gọt và cách bảo dưỡng giúp máy luôn vận hành ổn định.

Máy rửa rau củ quả đã trở thành thiết bị gia dụng được nhiều gia đình quan tâm nhờ khả năng hỗ trợ làm sạch thực phẩm nhanh chóng, tiện lợi. Bài viết dưới đây sẽ review các thương hiệu máy rửa rau củ quả phổ biến hiện nay

Hướng dẫn cách đấu nối chống giật cho tủ hấp giò chả công nghiệp đúng kỹ thuật. Tìm hiểu cách lắp aptomat chống rò, nối dây tiếp địa và những lưu ý giúp thiết bị vận hành an toàn, ổn định.